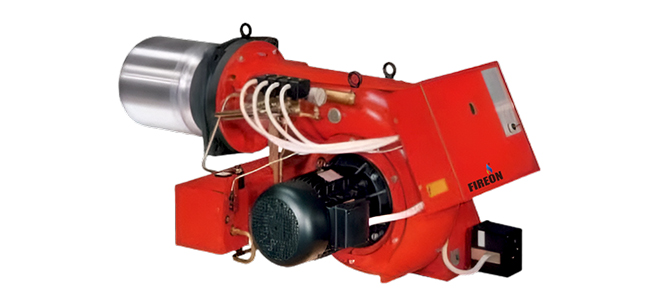

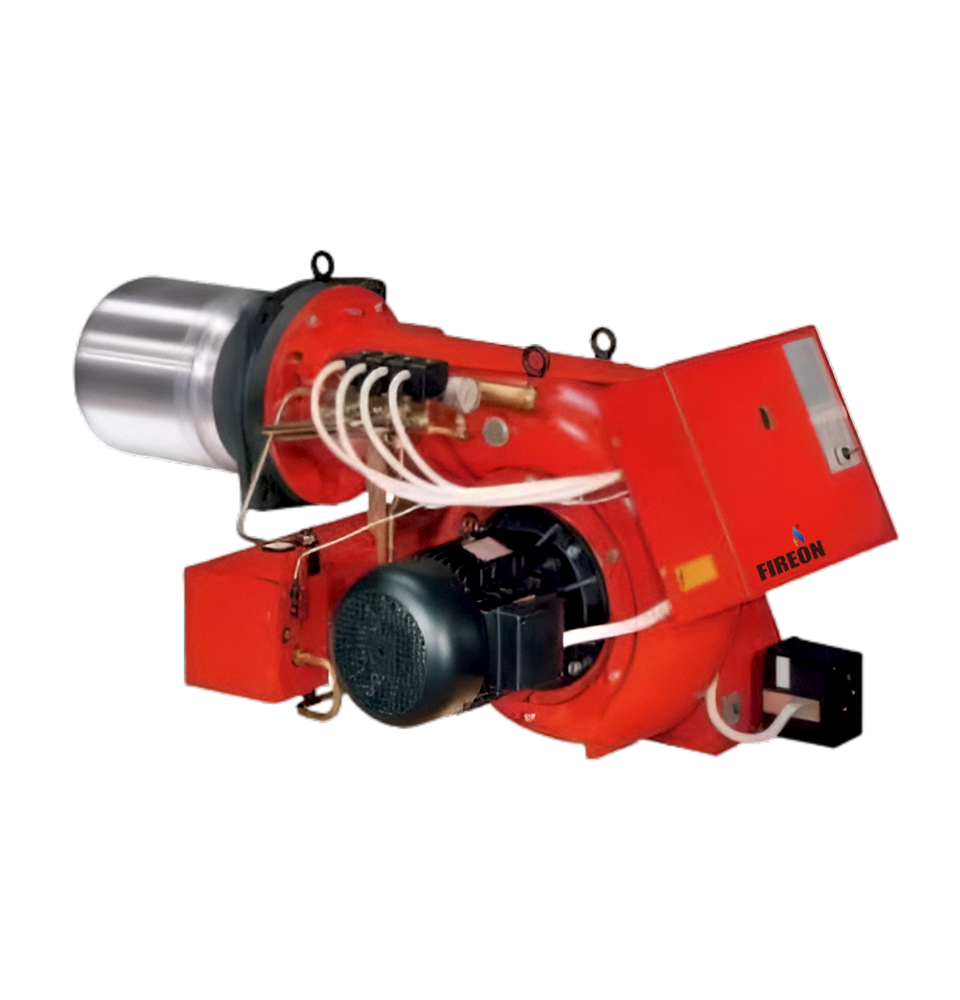

The Two-Stage Heavy Oil Burners are engineered for industrial applications that require powerful, reliable, and efficient heat generation using heavy oils such as furnace oil, bunker oil, and other high-viscosity fuels. These burners operate in two stages, allowing for better control over heat output. In the first stage, the burner operates at a lower firing rate for energy-saving and maintaining low-load conditions, while the second stage provides full power for high heat demands. This two-stage operation helps optimize fuel usage, reduce operational costs, and improve combustion efficiency.
The ABH Series is designed for medium to large industrial systems and offers excellent flame stability, fuel efficiency, and durability, even in the most demanding environments.
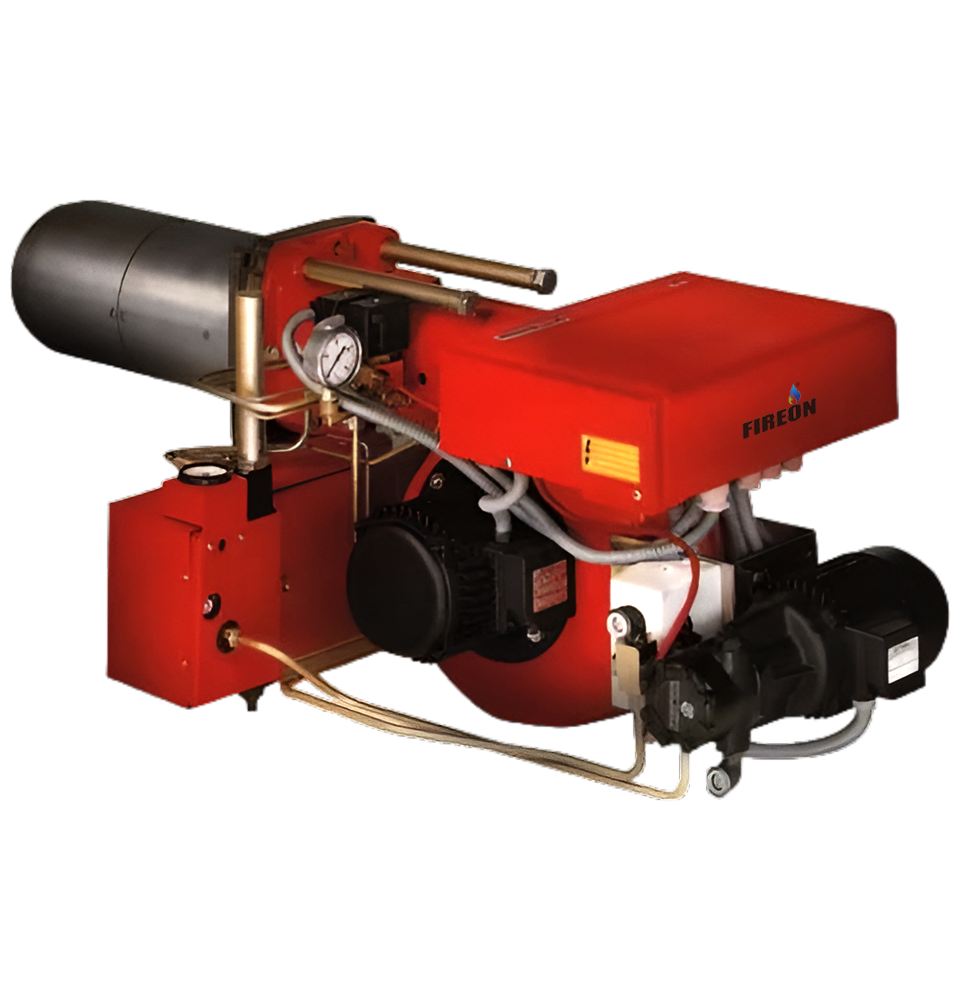
The Two-Stage Heavy Oil Burners are suited for a wide range of industrial applications where precise heat control and efficient fuel usage are required. Common applications include:




3.svg)
