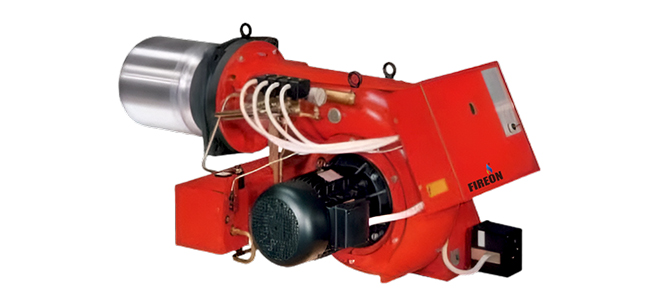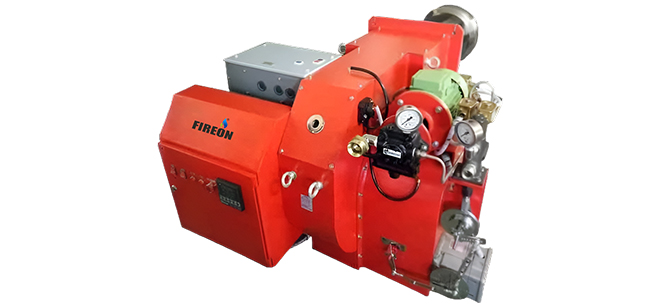

The Modulating Light Oil Burners are high-efficiency burners designed for industrial applications that require precise control of heat output. Unlike traditional single-stage burners, the Modulating Light Oil Burners utilizes advanced modulation technology, allowing for continuous adjustment of the burner’s firing rate to match the exact heat demand. This results in increased fuel efficiency, reduced emissions, and optimized performance in medium to large-scale industrial settings. These burners are capable of operating with light oils like diesel or kerosene and are built to ensure consistent performance in challenging industrial environments.
The Modulating Light Oil Burners are ideal for industrial applications where precise heat control and energy efficiency are critical. Common applications include:



3.svg)